
La estabilidad dimensional de una baldosa cerámica no empieza en el horno. Empieza a condicionarse mucho antes: en la prensa.
Cuando una pieza sale del molde con una distribución irregular de densidad aparente, espesor o masa, esa heterogeneidad puede no ser visible a simple vista. Sin embargo, ya está condicionando cómo se comportará la baldosa durante el secado, el esmaltado, la cocción, el rectificado y la clasificación final.
En otras palabras: muchos problemas de calibre, curvatura, planitud o descuadre no aparecen de forma espontánea al final del proceso. En numerosos casos, empiezan a gestarse en la pieza en crudo y se manifiestan más tarde durante el secado, la cocción o el postprocesado.
La porosidad de los soportes cerámicos recién prensados condiciona el comportamiento de las piezas durante el secado, esmaltado y cocción, y determina en gran medida propiedades finales como dimensiones y curvatura. Por la dificultad de medir directamente esa porosidad, la densidad aparente se convierte en la magnitud física que se utiliza para controlar la etapa de prensado.
En este artículo analizamos cómo se relacionan la densidad aparente y la estabilidad dimensional, por qué las variaciones internas generan defectos posteriores y cómo la inspección por rayos X permite actuar antes de que el defecto avance por la línea.
Por qué la estabilidad dimensional empieza antes del horno
En planta, es habitual asociar los problemas dimensionales con la cocción: temperatura, curva térmica, posición en el horno, soportes, rodillos o tensiones durante la sinterización.
Todos esos factores son importantes. Pero no actúan sobre una pieza neutra. Actúan sobre una pieza que ya llega al horno con una determinada distribución interna de densidad, porosidad, espesor y masa.
Si esa distribución no es homogénea, la baldosa no contrae de forma uniforme.
La consecuencia es directa: dos zonas de una misma pieza pueden comportarse de forma distinta ante el secado y la cocción. Una zona puede retraer más; otra, menos. Una puede generar tensiones internas; otra, mantener mayor estabilidad. El resultado puede traducirse en pérdida de calibre, curvaturas, alabeos o torsiones.
Desde el punto de vista del control de calidad, esto cambia el enfoque: no basta con medir la pieza al final. Hay que entender qué está ocurriendo en origen.
Qué es la densidad aparente en una baldosa prensada
La densidad aparente es una magnitud que relaciona la masa de la pieza con su volumen aparente. En el caso de las baldosas cerámicas prensadas, es un indicador indirecto pero fundamental de la compactación del polvo atomizado.
A igualdad de composición y características físico-químicas del polvo, la densidad aparente depende principalmente de la presión de prensado y de la humedad del polvo. Estos parámetros se representan habitualmente mediante diagramas de compactación, utilizados para controlar la operación de prensado.
Dicho de forma práctica: una baldosa con densidad aparente homogénea tiene más probabilidades de mantener un comportamiento estable durante las fases posteriores del proceso.
Una baldosa con zonas de distinta densidad, en cambio, puede presentar comportamientos diferenciados aunque visualmente parezca correcta.
Variables que influyen en la densidad aparente
| Variable de proceso | Efecto sobre la pieza prensada | Riesgo si no se controla |
| Humedad del polvo atomizado | Modifica la compactación y la contracción posterior | Diferencias de retracción y estabilidad |
| Presión de prensado | Determina el grado de compactación | Zonas con baja cohesión o sobrecompactación |
| Carga del molde | Influye en la distribución de masa | Heterogeneidad entre zonas de la pieza |
| Espesor | Condiciona la absorción de rayos X y el volumen aparente | Lecturas parciales si no se mide junto a densidad |
| Distribución granulométrica | Afecta al empaquetamiento de partículas | Variaciones internas de porosidad |
| Aire atrapado | Genera discontinuidades internas | Laminaciones, ahojados o roturas |
En la práctica, el objetivo no es solo alcanzar una densidad media adecuada. El verdadero reto es conseguir una distribución homogénea de densidad en toda la pieza.
De la densidad aparente al calibre: el mecanismo técnico
La relación entre densidad aparente y estabilidad dimensional puede resumirse en una cadena muy clara:
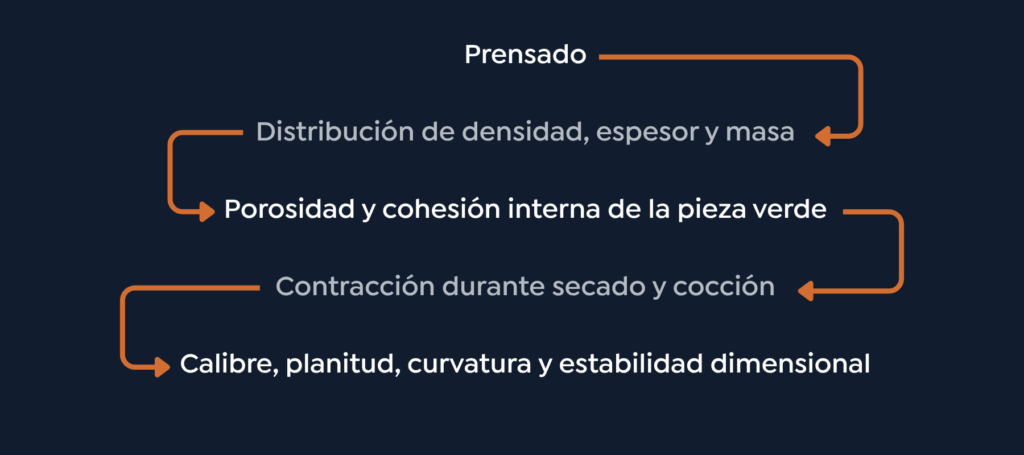
Cuando la compactación no es uniforme, aparecen zonas con mayor o menor densidad. Esa diferencia afecta al comportamiento de la pieza durante el secado y la sinterización.
Los estudios técnicos sobre estabilidad dimensional señalan que, para una composición dada, la expansión post-prensado y la contracción de secado dependen de la humedad del polvo y la presión máxima de compactación, mientras que la contracción de cocción depende principalmente de la densidad aparente en seco y de la temperatura máxima de cocción.
Por tanto, el tamaño final de la baldosa no depende de un único parámetro. Depende de cómo interactúan las variables del prensado, el secado y la cocción.
Gráfico conceptual: cómo una variación de densidad se convierte en defecto dimensional
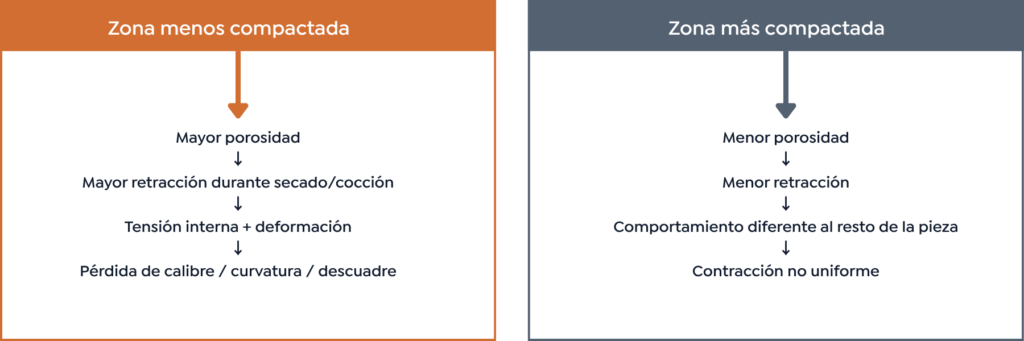
El problema no es que una zona tenga más o menos densidad de forma aislada. El problema es la diferencia entre zonas.
Principales defectos dimensionales asociados a una mala distribución de densidad
Las diferencias internas de densidad pueden generar varios defectos en fases posteriores. Algunos aparecen durante el secado. Otros se manifiestan en cocción, rectificado o clasificación.
| Heterogeneidad detectada en crudo | Mecanismo posterior | Defecto visible o medible |
| Zonas con menor densidad | Mayor retracción durante cocción | Pérdida de calibre |
| Distribución irregular de masa | Contracción no uniforme | Descuadre o dispersión dimensional |
| Diferencias de compactación entre zonas | Tensiones internas | Curvaturas o alabeos helicoidales |
| Baja compactación localizada | Menor resistencia mecánica | Roturas en manipulación o rectificado |
| Aire atrapado o laminaciones | Debilitamiento estructural | Ahojados, delaminaciones o roturas |
| Porosidad desigual | Diferente interacción con engobes / esmaltes | Posibles sombras, manchas o diferencias de tono |
Calibre, planitud y curvatura: tres indicadores de un mismo problema
Los problemas dimensionales suelen analizarse como defectos independientes. Sin embargo, en muchos casos comparten una causa común: una distribución no homogénea de la densidad aparente.
Pérdida de calibre
La pérdida de calibre se produce cuando la pieza cocida no alcanza la dimensión esperada o cuando existen diferencias dimensionales entre piezas de un mismo lote.
Si la densidad aparente en seco no es estable, la contracción de cocción tampoco será completamente estable. Esto puede provocar dispersión dimensional y complicar la clasificación automática.
Curvaturas
Las curvaturas pueden aparecer cuando diferentes zonas de la baldosa contraen a velocidades distintas. En formatos convencionales, una pequeña desviación puede ser asumible. En gran formato, esa misma desviación puede amplificarse y generar un defecto crítico.
Podemos encontrar:
| Tipo de deformación | Descripción | Posible origen |
| Curvatura longitudinal | Deformación a lo largo de la pieza | Contracción desigual entre extremos |
| Curvatura transversal | Deformación en sentido ancho | Diferencias de densidad entre bandas |
| Pieza con alabeo helicoidal | Torsión de la baldosa | Tensiones internas cruzadas |
| Pérdida de planitud | Desviación general de la superficie | Distribución irregular de masa y densidad |
Descuadres
El descuadre se produce cuando la pieza pierde ortogonalidad. En este caso, la heterogeneidad de densidad puede provocar contracciones no uniformes en distintas direcciones de la pieza.
El resultado no siempre es una rotura o una curvatura evidente. A veces es un problema más silencioso: piezas que no ajustan correctamente en clasificación, instalación o rectificado.

Por qué el gran formato aumenta el riesgo
En piezas de gran formato, la estabilidad dimensional es aún más crítica.
Una variación localizada de densidad puede tener más impacto porque afecta a una superficie mayor, con más distancia entre puntos de apoyo, más sensibilidad a tensiones internas y mayor valor acumulado en cada unidad producida.
Además, el gran formato suele pasar por fases donde el coste del defecto aumenta: secado, esmaltado, cocción, rectificado, corte, embalaje y logística.
Detectar un problema dimensional al final del proceso permite clasificar la pieza. Pero no evita haber consumido energía, tiempo de horno, esmalte, capacidad de línea y recursos de manipulación.
Por eso, en gran formato, el control en origen no es solo una mejora de calidad. Es una herramienta directa de productividad.
Cómo ayuda la inspección por rayos X a anticipar problemas dimensionales
La inspección por rayos X permite pasar de una medición puntual a una lectura completa de la pieza.
La tecnología de absorción de rayos X permite determinar la distribución de la densidad aparente en el interior de los materiales de forma no destructiva. Su principio se basa en la absorción de radiación al atravesar el material, donde intervienen la naturaleza química, el espesor y la densidad aparente.
En el caso de las baldosas cerámicas prensadas, esta tecnología permite obtener mapas de distribución de densidad aparente, espesor y carga de la pieza inspeccionada. Con esta tecnología, es posible medir el 100% de la superficie de la pieza con más de 1.000 puntos de medida por centímetro cuadrado y reducir el tiempo de ensayo hasta en un 90%.
Esto aporta una ventaja clave: no solo sabemos si una pieza tiene una densidad media correcta. Podemos ver cómo se distribuye esa densidad en toda la superficie y detectar zonas críticas antes de la cocción.
Del dato técnico a la mejora productiva
El control de densidad aparente en crudo permite actuar sobre tres niveles de mejora:
1. Mejora de calidad
Una distribución más homogénea de densidad reduce el riesgo de contracciones diferenciales, curvaturas, descuadres y pérdida de calibre.
2. Mejora de productividad
Cuando se detecta una desviación en la prensa, el equipo técnico puede actuar antes de producir lotes completos con el mismo defecto. Esto es especialmente relevante en cambios de formato, ajustes de modelo o producción de gran formato.
3. Mejora económica
Cada pieza defectuosa que avanza hasta el horno acumula coste: materia prima, energía, esmalte, ocupación de línea, manipulación y tiempo. Evitar que una pieza con defecto estructural llegue a fases de mayor valor reduce el coste de no calidad.
La densidad aparente no es solo un dato de laboratorio. Es una variable crítica para anticipar cómo se comportará una baldosa durante el proceso cerámico.
Por eso, el verdadero control dimensional empieza en la prensa.
Medir la densidad aparente en crudo, visualizar su distribución y relacionarla con el comportamiento posterior permite tomar decisiones antes del horno, ajustar el proceso con más precisión y reducir mermas en fases de mayor valor.
En Tekinn ayudamos a las plantas cerámicas a hacer visible lo que la pieza todavía no muestra por fuera: su distribución interna de densidad, espesor y masa.
¿Quieres comprobar cómo se distribuye la densidad aparente en tus piezas antes de la cocción? Solicita una demo sin compromiso.